

Электроды "BOHLER" для сварки углеродистой и трубной стали
| Условное обозначение | FOX EV PIPE |
| EN 440: SG3Si1 DIN 8559: SG 2 rsp. WSG 2 AWS A 5.18: ER 70 S-6 |
Химический состав наплавленного металла, %
| C | Si | Mn |
|---|---|---|
| 0,06 | 0,60 | 0,9 |
ОПИСАНИЕ
Электрод с основным покрытием, высокосодержащим рутил и силикат. Электрод специально рекомендуется для сварки корневого шва труб в положении вертикально вверх. Сварку можно проводить и на переменном токе, коэффициент перехода металла в шов-95%. Хорошие механические свойства и низкое содержание водорода в металле шва (<5мл/100 г), являются дополнительными преимуществами электрода FOX EV PIPE
ПРИМЕНЕНИЕ
Электрод специально разработан для сварки корневого шва трубопроводов и труб в положении вертикально вверх.
МЕХАНИЧЕСКИЕ СВОЙСТВА
наплавленный металл DIN 32525 (ISO-V - образец)
| Условия | Предел Текучести N/mm | Предел прочности N/mm | Относительное удлинение % | Ударная вязкость ( V ) J | ||
|---|---|---|---|---|---|---|
| Для наплавенного металла | типичное | 470 | 560 | 29 | 170 | |
| max | 640 | |||||
| min | 420 | 500 | 22 | 120 | ||
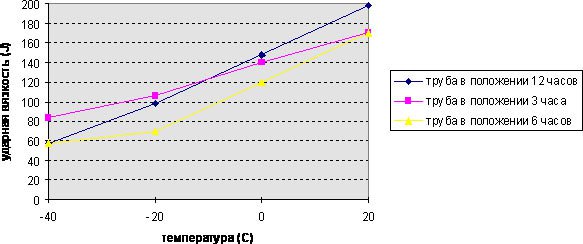
| - 20°C | 100 | |||||
| - 30°C | 90 | |||||
| - 40°C | 60 | |||||
УДАРНАЯ ВЯЗКОСТЬ для наплавленного металла
материал : StE320.7 (L 320NB)
толщина стенки : 13 mm
ток сварки : DC + (DC - для корневого шва)
разделка кромок : V-образная 60°
температура между проходами : 100° C
определение для V- надреза по Шарпи: центр шва, вертикальная поверхность
средние значения Ударной вязкости ( V-образец Шарпи)
ТЕХНОЛОГИЯ СВАРКИ
Соблюдать требования предъявляемые к свариваемому металлу.
Оптимальный зазор в корне 2,5 mm. Cварку вести короткой дугой.
| = постоянный ток; | Ø,мм | Ток, А | Ток корень |
|---|---|---|---|
| полярность обратная | 2,5 | 55-85 | 30-70 |
| электрод ( +) или ( ~ ) | 3,2 | 80-140 | 60-130 |
| для корня ( - ) | 4,0 | 110-140 | 110-180 |
ХРАНЕНИЕ И СУШКА
Хранить в сухом месте в закрытых упаковках.
Покрытые электроды, хранившиеся в запаянных банках, не следует подвергать отжигу при условии, что электроды будут использованы в течение 8 часов после того, как банки были открыты.
Во время промежуточного хранения в духовом шкафу или после повторной просушки температура не должна превышать 120-200°С
ОДОБРЕНИЯ.
Тehnical Supervisory Association, TUV-D, Controlas, VNIIST, SEPROZ
