

Электроды "BOHLER" для сварки углеродистой и трубной стали
| Условное обозначение | FOX EV 50 |
| EN 499: E 42 5 B 42 H5 DIN 1913: E 51 55 B 10 AWS A 5.1: E 7018-1 H4R |
Химический состав наплавленного металла, %
| C | Si | Mn |
|---|---|---|
| 0,07 | 0,5 | 1,1 |
ОПИСАНИЕ И ПРИМЕНЕНИЕ
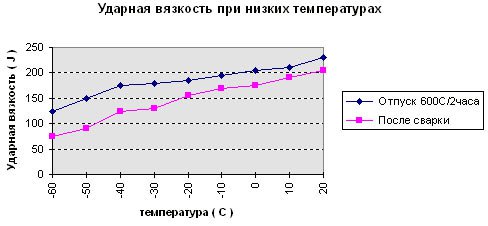
Электрод с основным покрытием разработан для обеспечения высококачественных сварных соединений. Исключительные механические свойства сохраняются при отрицательных температурах до – 50оС. Сварной шов обладает не только высокой трещино-стойкостью, но и высокой сопротивляемостью старению. Коэффициент перехода металла в шов - 115%.
Специальное покрытие препятствует поглащению влаги флюсом, уменьшает вероятность образования пор и гарантирует низкое содержание водорода в шве. За счет плавной вольтамперной характеристики при работе достигается стабильная дуга. Несомненные достоинства электрода - отличная сваривае- мость, легкая удаляемость шлаков, низкая потеря металла от разбрызгивания.
Рабочий диапазон температур -50°С÷450°С
Электрод применяется для сварки ответственных металлических констукций, котлов и резервуаров работающих при высоких давлениях, строительстве трубопроводов, в судостроении и т.д. При ремонт- ных работах и при сварке сталей имеющих ограниченную свариваемость из-за высокого содержания углерода или плохого качества металла.
Электрод применяется для нанесения буфферных слоев перед наплавкой.
Для сварки труб котлов, трубопроводов и особо ответственных металлоконструкций из углеродистых и низколегированных сталей марок Ст.3; Ст 4; Ст.5; 20; 15ГС; 14XГС;14Г2.
Для сварки труб поверхностей нагрева диаметром менее 100мм с толщиной стенки менее 8мм из стали марки 20.
МЕХАНИЧЕСКИЕ СВОЙСТВА
наплавленный металл DIN 32525 (ISO-V - образец)
| 0.2 % Предел текуч. N/mm2 | Вр.сопр. разр. N/mm2 | Относит. удл. % | Ударная вязкость t° 20 J | Термообработка | |||||
|---|---|---|---|---|---|---|---|---|---|
| Ср. | Min | Ср. | Min-Max | Ср. | Min | t° | Ср. | Min | |
| 480 | 400 | 540 | 510-630 | 30 | 25 | 20 | 220 | 120 | без термообработки |
| 460 | 400 | 520 | 490-610 | 30 | 26 | 20 | 200 | 120 | s - 600°C / 2ч / печь 300°C / воздух |
s-Отжиг
МЕХАНИЧЕСКИЕ СВОЙСТВА при повышенной температуре
при +450°С
| 0.2 % Пр. текуч. N/mm2 | Вр.сопр. разр. N/mm2 | Термообработка | ||
|---|---|---|---|---|
| Ср. | Min | Ср. | Min-Max | |
| 312 | 406 | без термообработки/после сварки | ||
| 287 | 395 | s - 600°C/2ч/печь 300°C/воздух | ||
V-oбразец Шарпи, нижнее, tº между проходами 150, Ø4, ср. значения
ПРЕДВАРИТЕЛЬНЫЙ ПОДОГРЕВ И ПОСЛЕДУЮЩАЯ ТЕПЛОВАЯ ОБРАБОТКА
Cварочный шов не требует термической обработки. Термическая обработка определяется требованиями к свариваемому металлу.
МАРКА СВАРИВАЕМОГО МЕТАЛЛА
(Обозначения по DIN)
Углеродистые стали: St 33, St 37-2 - St 60-2, St 37-3 - St 52-3,
St 360 C - St 510 C, St 330 B - St 590, C 22, C 35.
Трубные стали: St 37.0 - St 52.0, St 37.4 - St 52.4, St 35.8, St 45.8,
StE 210.7 - StE 360.7, StE 290.7 TM - StE 320.7 TM
Котельные стали: H I, H II, St 35 KKW, St 41 KKW, 17 Mn 4 KKW, 17 Mn 4
Корабельные стали: А - Е, AH - EH
Мелкозернистые стали: StEu-WStEu. TTSt E 255 - 355
Литая сталь: GS 38 - GS 52,GS 60
ОДОБРЕНИЯ.
TUV-Wien, Germanischer Lloyd,Deutsche Bahn AG,TUV-Rheinland, American Bureau of Shipping,
Lloid Register of Shipping, Register d. UdSSR, Gas de France,
Det Norske Veritas, Danischer Standard, Uberwachungsverein Italien,
Teknillinen tarkastuskeskus (Uberwachungsdienst Finnland) и др.
ХРАНЕНИЕ И СУШКА
Хранить в сухом месте в закрытых упаковках.
Электроды подвергшиеся воздействию влаги, необходимо прокалить в течение 2-х часов при температуре 300-350ºC, непосредственно перед сваркой.
УКАЗАНИЯ ПО СВАРКЕ
Сварка во всех пространственных положениях за исключением положения сверху-вниз на постоянном токе полярность обратная - электрод (+).
Диаметр
ммДлина
ммСила тока,
Ампер2 250 50-70 2.5 250/350 80-110 3.2 350/450 100-140 4.0 450 130-180 5.0 450 180-230
